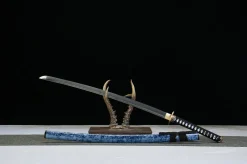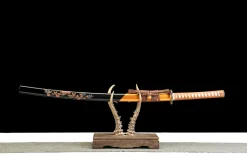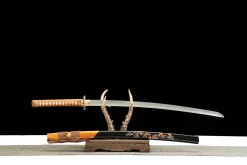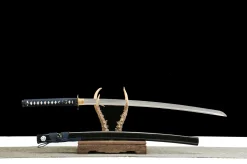






















Plain Edge – Hand Forged Clay-Tempered Damascus Steel Katana Sword
Hand-forged Clay-Tempered Damascus Steel katana (102cm total / 72cm blade), crafted in Longquan. Clay-tempered blade with a genuine hamon line — visible contrast between hardened edge and soft spine.
$999.99
Plain Edge – Hand Forged Clay-Tempered Damascus Steel Katana Sword
Clay-tempered Damascus is not a category – it is a specific technical choice that carries real consequences in both the metallurgy and the aesthetics of the finished blade. Where most pattern-welded swords are oil-quenched uniformly, this blade goes through tsuchioki (clay application) before the quench: insulating clay is applied to the spine, leaving the edge exposed to rapid cooling and differential hardening, and what emerges from that process is a blade with a live hamon (temper line) running the full length of the 72 cm edge – a hamon that exists not as a cosmetic etch but as the visible boundary between two genuinely different hardness zones in the steel itself. The pattern beneath that hamon is Damascus, and no two passes through this process produce the same result.
Specifications
| Blade Steel | Damascus / Pattern-Welded Steel |
| Total Length | 102.0 cm / 40.2 in |
| Blade Length | 72.0 cm / 28.3 in |
| Blade Width | 3.2 cm |
| Blade Thickness | 0.7 cm |
| Weight | 1040 g / 36.7 oz |
| Heat Treatment | Clay Tempering – Differential Hardening (Tsuchioki) |
| Fittings | Copper |
| Handle | Cotton Ito wrap over genuine rayskin (same) |
| Sheath | Hardwood with high-gloss lacquer |
Steel & Construction
Pattern-welded Damascus begins as two or more steel alloys forge-welded together under hammer, folded repeatedly until the billet contains hundreds of alternating layers. The layers do not disappear into a homogeneous mass – they remain distinct, and when the blade is ground and acid-etched, they surface as the flowing grain pattern visible across the flat. The specific pattern on this blade runs in the manner suggested by its design specification: the grain moves with the geometry of the 鎬造 (shinogi-zukuri, ridgeline) forging profile, the lines of the weld pattern following the curvature of the blade rather than cutting across it. In direct light the pattern reads as controlled flow. At an angle it shifts – the contrast between layers catches differently, and the blade’s surface is not static.
The differential hardening through clay tempering produces a hamon whose character is determined partly by the smith and partly by the Damascus construction itself. Because the layers of the billet have different carbon contents, the boundary between hard and soft zones is not a clean line – it is textured. Under magnification you will find nie (individual martensite crystals appearing as bright points within the habuchi, the hamon transition zone), and the habuchi itself is not uniform from base to tip. The kissaki (tip) and the area above the yokote (the line separating the tip geometry from the main blade flat) will show their own activity. This is not controlled variation – it is the honest result of what the steel does when it is treated this way.
Handling
Copper fittings – the tsuba (handguard) and associated furniture – are warmer in the hand than iron and develop a distinctive patina with handling, deepening in tone over time rather than degrading. Against the natural-finish hardwood saya, the copper reads immediately and specifically: not gold, not silver, but its own material. The 26 cm tsuka (handle) is wrapped in cotton ito over genuine same (rayskin), the rayskin’s surface creating the same tactile reference points that practitioners rely on for consistent grip positioning. The draw from the high-gloss lacquered saya is close-fitted and deliberate – the koiguchi (scabbard mouth) is matched to this specific blade, and the resistance of the draw is part of the object’s character rather than a tolerance issue to be compensated for.
Care Instructions
Clay-tempered Damascus requires attentive maintenance: the differential hardness zones and the exposed layer structure at the surface both respond quickly to atmospheric moisture, and a consistent application of choji oil (clove-infused mineral oil) after handling is not optional at this level of blade. Use a soft cloth to remove all fingerprints before oiling – skin acid acts on exposed Damascus grain faster than on mono-steel blades. Copper fittings require no treatment beyond keeping them dry; the patina that develops on copper with handling is part of the material’s character and should not be polished away.
| Weight | 1.32 lbs |
|---|---|
| Dimensions | 102.0 × 3.2 × 0.7 in |
| Hamon | Real Hamon (Clay Tempered) |
| Blade Steel | Clay-Tempered Damascus Steel |
| Total Length | 102.0 cm |
| Blade Length | 72.0 cm |
| Heat Treatment | Clay Tempering (Differential Hardening) |
| Handle Wrap | Cotton Ito + Genuine Rayskin |
| Sheath Material | Hardwood (High-Gloss Lacquer) |
| Fittings | Copper |
| Forging Style | 鎬造 |
Related products